厚度自动控制系统是由测厚仪、位置传感器、压力传感器等检测元件、控制系统和调节执行装置组成的闭环控制系统,该系统以安装在轧机出口的高精度测厚仪检测带厚,将带厚实测值与给定值的偏差作为反馈,针对不同带材厚度,AGC提供四种控制模式,分别是:张力控制,速度控制,压力控制和辊缝控制。通过调节各种轧制参数,实现对板材厚度的精确控制。
厚度自动控制系统的主要调整手段包括轧辊位置控制(开辊缝时)、轧制力控制(闭辊缝时)、轧辊倾斜控制、弯辊控制、VC辊控制(有VC辊时)、速度或张力厚度控制。这些轧制参数既可手动设定,也可根据测厚仪检测的出口厚度偏差,通过厚度控制系统自动修正设定值,即带厚监测控制。
轧制材料的厚度不同,轧制原理不同,采用的主要控制模式也不同。
此外,为提高生产率,厚度自动控制系统还具有产量优化、面积优化功能。产量优化控制系统的目的是在加速期间尽快达到设定厚度,在稳定轧制阶段达到设定速度,从而实现产量优化。因此在加速期间产量优化控制回路先是增加后张力、尽快达到带材设定厚度,然后再降低带材后张力,使轧制速度尽可能大,直到后张力不能再调整为止。这时产量优化系统将会通过改变带材后张力使轧制速度保持在一个稳定值,但这个后张力必须在允许控制范围之内,轧制速度将自动改变,使后张力再次回到允许控制范围之内。带材面积优化控制系统输入的变量有出口厚度,轧制速度,允许的上下限偏差范围。通过监控出口带材的实际厚度偏差范围,该系统可使带材厚度参考值自动达到“设定允许带厚”,从而实现带材吨产品面积优化。
厚度自动控制系统有利于减少带材头尾超差长度、提高成品率,改进整个带长上的带材质量、通过改进质量提高轧制速度、减少断带,同时也简化了轧机操作。
AGC自动厚度控制采用反馈控制方法,通过比较测厚仪的实时测量值和厚度控制目标值,计算出对张力、速度、压力或辊缝的偏差控制信号以保证出口带材的厚度在目标控制范围内。反馈控制采用了Smith 预测控制算法,保证了在轧机测厚系统具有测量时间延迟的情况下(由测厚仪安装位置引起), AGC仍具有良好的控制效果。控制算法的参数可根据轧机的模型辨识测试结果自动进行设置。
除了以上基本控制功能,AGC 还提供速度和压力辅助回路功能,自动调整轧机速度和压力以保证主控量位于用户定义的最佳范围内,并尽量提高轧制速度。
AGC 还提供自动升减速功能和自动停车功能,可以减少操作工的操作步骤;在升速时可以快速达到目标厚度,减速时帮助维持带材厚度,从而减小带头/带尾长度,提高生产效率;并且能够减少轧机升减速时断带现象的发生。
为减少速度变化对出口厚度的影响,AGC 采用了速度前馈控制方式补偿速度变化对厚度的影响。
AGC 还提供了产品优化功能,可根据用户优化目标(重量或面积优化)自动调整目标设定值。
AGC控制器同轧机驱动系统和测厚仪之间采用点对点硬连接方式,保证了可靠的信号传输,并易于维护和检测。
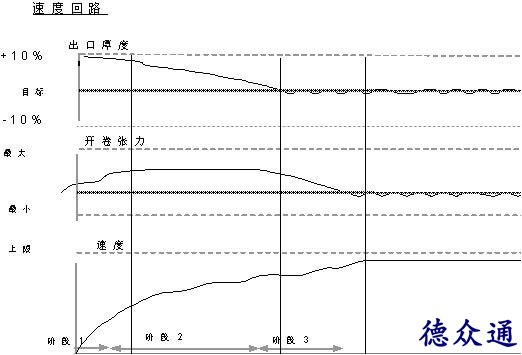
(速度回路升速过程)