通过喷淋控制系统,对轧辊进行喷淋冷却,达到精确控制沿轧辊辊身长度上的局部非对称型热变形(热凸度)的目的。
每个喷淋系统的喷射阀可以单独控制一个轧辊较窄分区的温度,但当轧材薄到板形受到非对称型热量分布的影响时,喷射阀可以作相应的调整。
周期性脉宽控制的主要问题是在每个控制周期开始时,同时对所有喷嘴进行开关控制可能造成喷淋系统总流量瞬时的较大变化,从而使喷淋压力产生较大波动,影响冷却和板形控制效果。为了减少流量的突变,喷淋控制系统采用喷淋区间分段开关方式,不同的段控制周期采用不同的延迟时间,从而避免了所有喷嘴同时开关现象的发生;为了进一步减小总流量波动,对于每个区间具有多个不同流量喷嘴的系统,喷嘴流量控制系统采用了优化的喷嘴组合方式以减少每个区间流量的波动,从而消除在控制周期中因阀的开关对板形控制产生的干扰,提高了冷却控制效果。
AFC的喷淋控制提供了手动和自动两种控制方式,在手动模式下,操作工可以通过鼠标手动设置每一个喷淋区间的流量;在自动状态下,AFC 喷淋自动控制根据板形控制要求自动设定喷淋流量。
为了更方便喷淋控制,系统还为以下四种特殊操作情况预定义了冷却方式:轧机开机、轧机停止、轧制尾段和轧机预热。系统根据轧机状态自动选择预设模式。
喷淋系统在使用中可能发生喷嘴堵塞等故障,导致喷嘴常开或者常闭。为了方便操作人员进行喷淋系统维护,快速定位故障喷嘴,系统还提供了喷淋系统测试功能,喷淋系统测试画面如图所示:
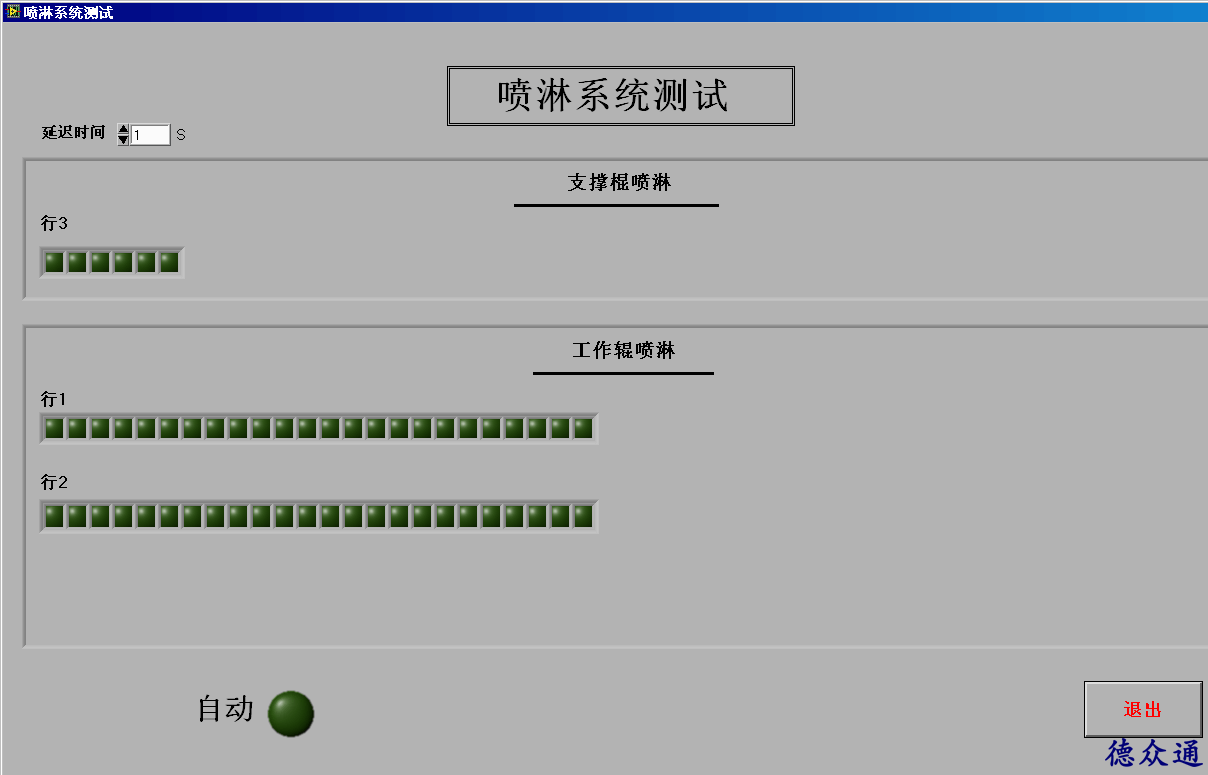

系统提供了两种喷淋测试模式:手动和自动模式,用户可以通过自动按钮进行模式选择。在手动模式下,用户可以通过喷嘴按钮来开关每一个喷嘴;在自动模式下,系统自动打开喷嘴,保持一段时间后,关闭喷嘴转向打开下一紧邻喷嘴,直到测试完所有喷嘴。
在自动状态下,喷淋控制还控制喷淋平均流量。平均流量值由操作工设定,喷淋控制在通过控制喷淋流量区间流量差消除局部板形误差的同时,还保证实际平均流量位于设定值。
当轧机大于一定速度后,系统自动设定所有喷淋区间为自动模式。在系统进入自动喷淋模式后,操作工也可以将某些喷淋区间,特别是边部区间,设定为手动控制模式,进行人为干预。
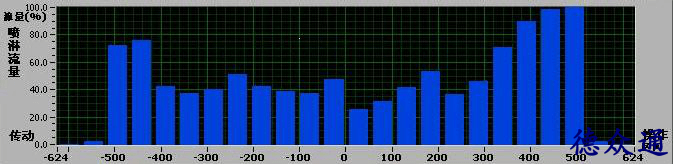
喷淋的显示和控制在主操作画面中如图所示:
自动喷淋控制采用PID控制器。当轧机速度不同时,轧辊的热凸度变化率也不同,为了保证自动喷淋控制在不同的轧机速度下具有一致的控制效果,控制器的参数可以根据轧机速度自动调节。